Wskaźnik OEE ( Overall Equipment Effectiveness )
Za wskaźnikiem OEE stoi bardzo prosta formuła matematyczna co sprawia wrażenie że to bardzo proste narzędzie. Niestety tak nie jest. Bez wysokiej jakości danych i jednoznacznych interpretacji jest on co najmniej dyskusyjny.
E-book o wskaźniku OEE
Na tej stronie omówiono skrótowo kilka zagadnień związanych ze wskaźnikiem OEE pomijając tzw. oczywiste oczywistości które każdy zainteresowany optymalizacja swoich procesów produkcyjnych z pewnością zna.
Dogłębny opis wskaźnika, jego pułapek, sposobów pomiaru i analizy oraz jego wykorzystania w praktyce opisano w naszej darmowej publikacji:
Wskaźnik OEE - teoria i prakytka, wydanie III
OEE - kilka zagadnień
OEE wczoraj i dziś
Trudno w to uwierzyć ale wskaźnik OEE wspiera optymalizację produkcji ponad 40 lat. Pierwszy opublikował go Seiichi Nakajima w książce "TPM tenkai” w roku 1982.
Przez lata wskaźnik ewoluował. Nie zmieniała się idea ale zmieniał się sposób jego interpretacji, wykorzystania a nader wszystko zbierania i analizy danych.
Najpierw zbierano ręcznie bardzo przybliżone dane z jednej zmiany roboczej. Największą wartością był nie sam wynik ale to że gromadząc dane zaczęto pochylać się nad procesem. Zaczęto dostrzegać problemy, możliwości, czasem patologie.
Stopniowo automatyzowano zbieranie danych, zwiększano ich precyzję, tworzono nowe sposoby prezentacji i analiz.
Obecnie OEE staje się wskaźnikiem w dosłownym tego słowa znaczenia.
Duże ilości danych o postojach, wydajności, brakowości są „pakowane” do kilku jednoliczbowych wskaźników. Gdy ich wartości niepokoją możemy w dowolnym momencie „rozpakować” wskaźniki i cofnąć się do źródeł problemów.
Zabawa z czasem
Czas jest jedynym zasobem którego nie można odtworzyć, odkupić, odzyskać. Stracony czas jest stracony bezpowrotnie. Wskaźnik OEE oparty jest o czas, mierzy czas i pokazuje czas, choć w procentach. Czas dobrze i źle wykorzystany, czas zużyty i zmarnowany. Nawet jakość we wzorze dotyczy czasu
Wyobraźmy sobie maszynę która pracuje w sposób ciągły, bez przerwy, 24 godziny na dobę, 7 dni w tygodniu. Pracuje idealnie. Bez żadnych strat. Daje nam to 31x24 = 744 godziny miesięcznie nieprzerwanej, efektywnej pracy.
Załóżmy że ta maszyna utraci 1 minutę na godzinę. Tylko jedną minutę. Ta jedna minuta to 744 minuty miesięcznie, to 12,4 godziny straty. JEDNA MINUTA. To dużo więcej niż standardowa zmiana robocza. A teraz wyobraźmy sobie 12 godzinną awarię. Ten płacz i zgrzytanie zębów …..
Jeśli mamy 20 maszyn pracujących w identycznym reżimie to daje nam to stratę 248 godzin miesięcznie. Fajnie nie? Tum bardziej że mówimy o jednej minucie.
Jest coś takiego jak Word Class Standard który określa że celem do którego należy dążyć jest OEE na poziomie 85%.
15% straty daje nam 525 sekund czyli 8,75 minut. Na godzinę. Czyli jeśli maszyna nic nie robi przez 9 minut w ciągu godziny ( choć powinna ) to jest to niby praca zgodna ze standardem. Serio? Utrata 210 godzin miesięcznie to jest światowy standard?
Największe straty są sumą tych najmniejszych!
Wskaźnik czy Miernik

Dlaczego wskaźniki nazywamy wskaźnikami a nie miernikami. Mówimy KPI – key performance indicators a nie KPM – key performance meter ?
Miernik ma jakąś klasę dokładności. Jeśli nasz voltomierz ma klasę 1.5% i wyświetla wartość 23.98V to dzięki klasie dokładności mamy PEWNOŚĆ że mierzone napięcie mieści się w zakresie od 23,62V do 24,33V.
Z kolei wskaźnik ma lampki 12V, 24V, 48V, 120V, 220V i 400V. Jeśli świeci się lampka 24V to tak naprawdę wiemy że napięcie jest większe od 12V i mniejsze od 48V. I TYLKO TYLE.
Dla automatyka taki wskaźnik jest wygodny w użyciu. Ale czasami wskaźnik robi nas w konia. Pokazuje 24V a jest np. 17V i elementy automatyki zaczynają się zachowywać niestabilnie. Zawierzyliśmy wskaźnikowi i mamy kłopot.
Wskaźnik w przeciwieństwie do miernika ma nam dostarczać pytań a nie odpowiedzi. Ma nas zmusić do pochylenia się nad procesem i pomyślenia dlaczego jest tak a nie inaczej. Nie wystarczy powiedzieć „jest strata” trzeba określić jaka i co jest bezpośrednią a co jest pośrednią jej przyczyną.
Prezentacja wskaźników
Najczęściej spotykanym sposobem prezentacji są cztery oddzielne wskaźniki czy to kołowe czy słupkowe które pokazują kolejno Dostępność, Wykorzystanie, jakość i sam wskaźnik OEE. Pokazują one wartości ale nie pokazują korelacji między nimi a te są bardzo istotne dla szybkiej i właściwej interpretacji
Na potrzeby naszego oprogramowania stworzyliśmy unikalny wykres który prezentuje poszczególne wskaźniki wraz z korelacjami między nimi. Np. „widać” że wykorzystanie 75% oznacza że wykorzystano 75% czasu dostępnego.
Taki układ szczególnie dobrze sprawdza się gdy ze względu na brak miejsca stosujemy miniaturki wykresów
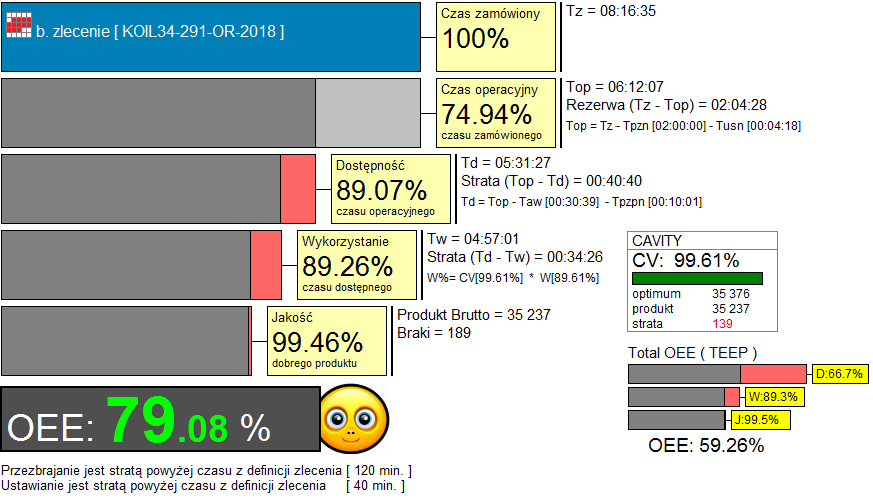
wykres ma jeszcze dwa bary reprezentujące dwie składowe o których często zapominamy:
Czas zamówiony i czas operacyjny
Każdy wie że OEE składa się z dostępności, wykorzystania i jakości. Ale tylko ci ciekawi świata wiedzą że jest jeszcze coś takiego jak czas zamówiony i czas operacyjny.
Pracujemy od 6:00 do 14:00. I to jest czas zamówiony. Czas dla którego robimy obliczenia. Ale maszyna od 6:00 do 8:30 nie pracuje, jest w stanie postoju planowanego bo nie ma dla niej pracy.
Pracuje, a przynajmniej pracować powinna od 8:30 do 14:00 i to jest czas operacyjny. Czas na prace.
Różnica pomiędzy czasem zamówionym a czasem operacyjnym nigdy nie jest stratą, jest dla obliczeń neutralna.
To znaczy jest stratą ale stratą planowania i często leży poza odpowiedzialnością badanego procesu.
Acha, nie zapominajmy o tym że pomiędzy 10:00 a 10:30 jest przerwa.
Coś mi w tym co przed chwilą napisałem nie pasuje. Ale co? Już wiem.
Użyłem wyuczonego przez lata schematu który mówi że czas zamówiony to zmiana robocza. Kiedyś gdy dane zbierano na kartkach inaczej się nie dało. W wyznaczaniu OEE dla zmiany brzmi tęsknota za liczeniem wskaźnika dla ludzi a nie maszyn.
Dziś możemy wyznaczyć wskaźnik dla dowolnego zakresu czasu, dla zmiany, tygodnia, miesiąca. No i dla zlecenia produkcyjnego.
TEEP czyli młodszy brat
Od samego początku ścierają się ze sobą dwie szkoły interpretacji wskaźnika OEE. Jedni mówią że stratą nie jest przerwa w pracy którą zaplanowano a drudzy że stratą jest absolutnie wszystko co nie jest efektywną pracą.
Po wielu latach dyskusji chyba zaczęto dostrzegać ten problem bo wskaźnik podstawowy zyskał młodszego brata: wskaźnik
TEEP.
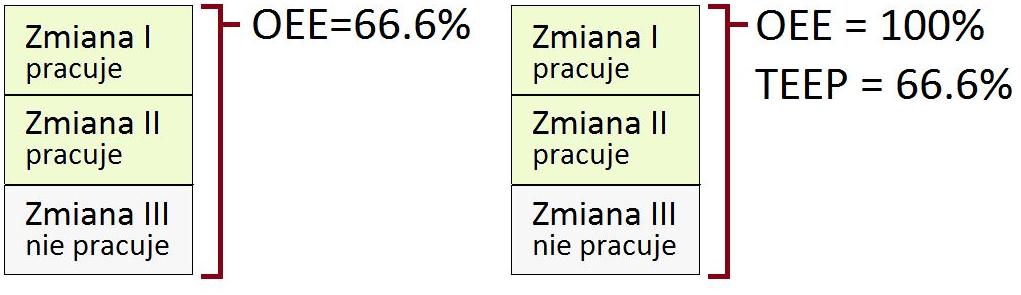
Jeśli założymy teoretycznie że maszyna osiąga non stop 100% produktywności ale pracuje na 2 zmiany to stosując konserwatywne założenie że wszystko jest stratą OEE dla całej doby roboczej wyniesie 66,66%.
Realiści powiedzą zaraz, zaraz. OEE reprezentuje procent wykonania ZAPLANOWANYCH działań i nie może być mowy o stracie. Produkcji nie było bo jej nie zaplanowano. OEE=100%. To drugi wskaźnik, TEEP=66,66%.
Zlecenie produkcyjne
Temat wykorzystania wskaźnika OEE w planowaniu produkcji jest tak szeroki i złożony że aż ….. pomijany.
Dlaczego?
Bo ciągle w świadomości wielu menadżerów i konsultantów tkwi jak cierń formułka która mówi że czas zamówiony, czas produkcji to zmiana robocza, podręcznikowe
480 minut.
A tak wyliczony wskaźnik z punktu widzenia planowania, a ściślej harmonogramowania produkcji jest po prostu bezużyteczny gdyż zmiana robocza i czas realizacji zlecenia produkcyjnego się nie pokrywają.
Zmiana robocza to coś co ma swój początek i koniec. Zlecenie ma co najmniej trzy etapy:
- Przygotowanie: przezbrajanie, zmianę programu, zgromadzenie zasobów logistycznych itp.
- Właściwą produkcję która zawsze podatna jest na zakłócenia
- Zakończenie: czyszczenie maszyny, demontaż narzędzi itp.
Jeśli nie wykonamy całości w ciągu jednej zmiany, jeśli punkt 1 będzie na innej zmianie i będzie długotrwały a na dokładkę zgodnie z „wytycznymi” konserwatystów cały ten proces potraktujemy jako stratę to prawdopodobnie osiągniemy dwie skrajne wartości OEE dla dwu zmian. Której wierzyć? Która na być informacją dla planisty określającą skuteczność wykonania jego planu?
Dlatego gdy tylko pojawiły się możliwości techniczne, a powiedzmy to sobie otwarcie, bez automatyzacji metod zbierania danych się nie da, firmy zaczęły doceniać możliwość obliczania wskaźników dla zleceń produkcyjnych.
A te z kolei stanowią wartościową informację zwrotną dla planowania. Głównie o rzeczywistych, a nie wydumanych możliwościach produkcyjnych.
Co łączy ZX Spectrum, OEE i systemy MES?
Komputer ZX Spectrum trafił na rynek w 1982 roku, czyli w tym samym roku w którym opublikowano idee wskaźnika OEE.
Nie wiadomo czy ktoś próbował budować instalacje do pomiaru OEE na 8-bitowych komputerach, ale pojawienie się nowszych maszyn, a szczególnie arkuszy kalkulacyjnych zrewolucjonizowało przetwarzanie danych, choć nadal nie wiadomo było skąd one tak naprawdę pochodzą.
Z biegiem czasu zaczęto używać komputerów do zbierania danych w czasie rzeczywistym z terminali meldunkowych
i bezpośrednio z maszyn. Tak powstały pierwsze systemy MES
Minęło 40 lat, komputery mamy jakby trochę lepsze, nieustannie poszerza się ilość narzędzi do automatyzacji zbierania danych a nadal wiele osób promuje metody jak za czasów PC AT.
Mamy 43 maszyny na jednej hali, obsługuje je 14 osób, na koniec zmiany spisują dane i przekazują szefowi produkcji który wpisuje je do arkusza. Na koniec zmiany. Serio?
Może być tak że dzięki pełnemu zaangażowaniu operatorów i menadżerów pracujących pod okiem konsultantów zbierać będziemy niezbyt dokładne, ale bardzo użyteczne dane. To prawda, lepiej wiedzieć ze coś trwało między 15 a 30 minut niż nie wiedzieć nic.
Jednak zaangażowane ma to do siebie że trudno jest je utrzymać przez długie miesiące i lata. Komputery też nie będą dokładne bo pozyskanie wielu informacji nie jest proste i jest tzw. czynnik ludzki więc zmuszeni jesteśmy stosować różne kompromisy. Ale komputery są „POWTAŻALNE” i będą się starały tak samo dziś, za miesiąc, za rok. Póki im prądu starczy.
Kalkulator OEE
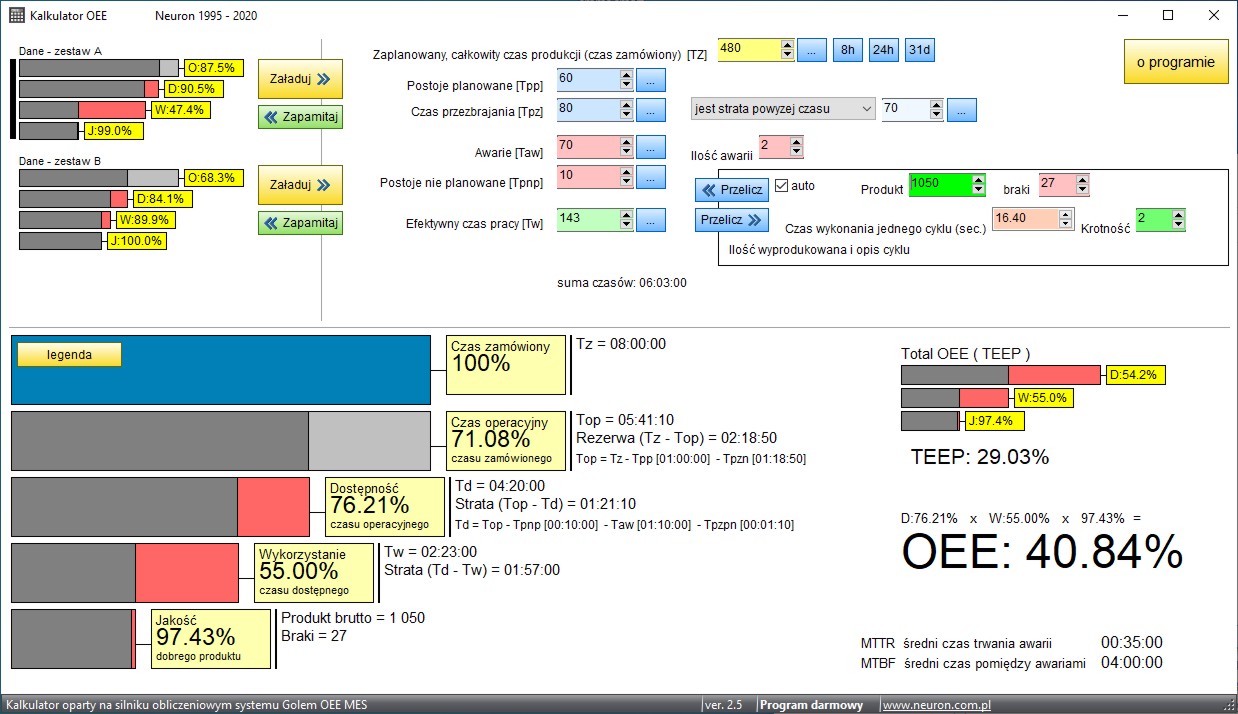
Kalkulator OEE korzysta z silnika obliczeniowego systemu Golem OEE MES.
Dwa zestawy danych wejściowych pozwalają na obliczenie wskaźnika i jego składowych oraz na analizę wpływu zmian parametrów wskaźnik.
Program jest darmowy i można go rozpowszechniać i używać do celów komercyjnych, np. do szkoleń, bez żadnych ograniczeń.
pobierz kalkulator OEE
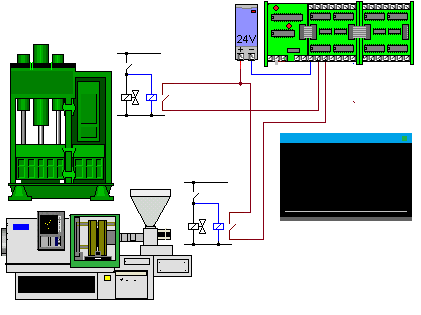
Systemy MES
Monitoruj pracę maszyn
Zbieraj
realne
dane o ich
produktywnosci
i realizacji zleceń produkcyjnych
Pierwszymi popularnymi systemami dla wsparcia produkcji były systemy ERP. Plany, listy materiałowe, zarządzanie dostawami, kosztami produkcji itp. itd.
Szybko jednak się okazało że ERP mówi nam jak być powinno. Że dane zapisane w systemie ERP nie zawsze pokrywają się z rzeczywistością. Że potrzebne jest narzędzie które powie jak jest naprawdę.
I tak powstały systemy MES łączące dane biznesowe z realnymi danymi z systemów produkcyjnych.
Dziś, w dobie produkcji 4.0 zacierają się pierwotne podziały zarówno pomiędzy obszarami fabryki jak i zarządzającym nimi oprogramowaniem, przez co odpowiedź czym jest ERP a czym jest MES przestała być oczywista.
Pomimo zaawansowanych możliwości współczesnych systemów większość osób czesto postrzega system MES jako system monitorujący pracę maszyn lub trochę szerzej monitorujący wykonanie pracy (zleceń produkcyjnych) na tych maszynach.
zobacz stronę informacyjną

Golem OEE MES
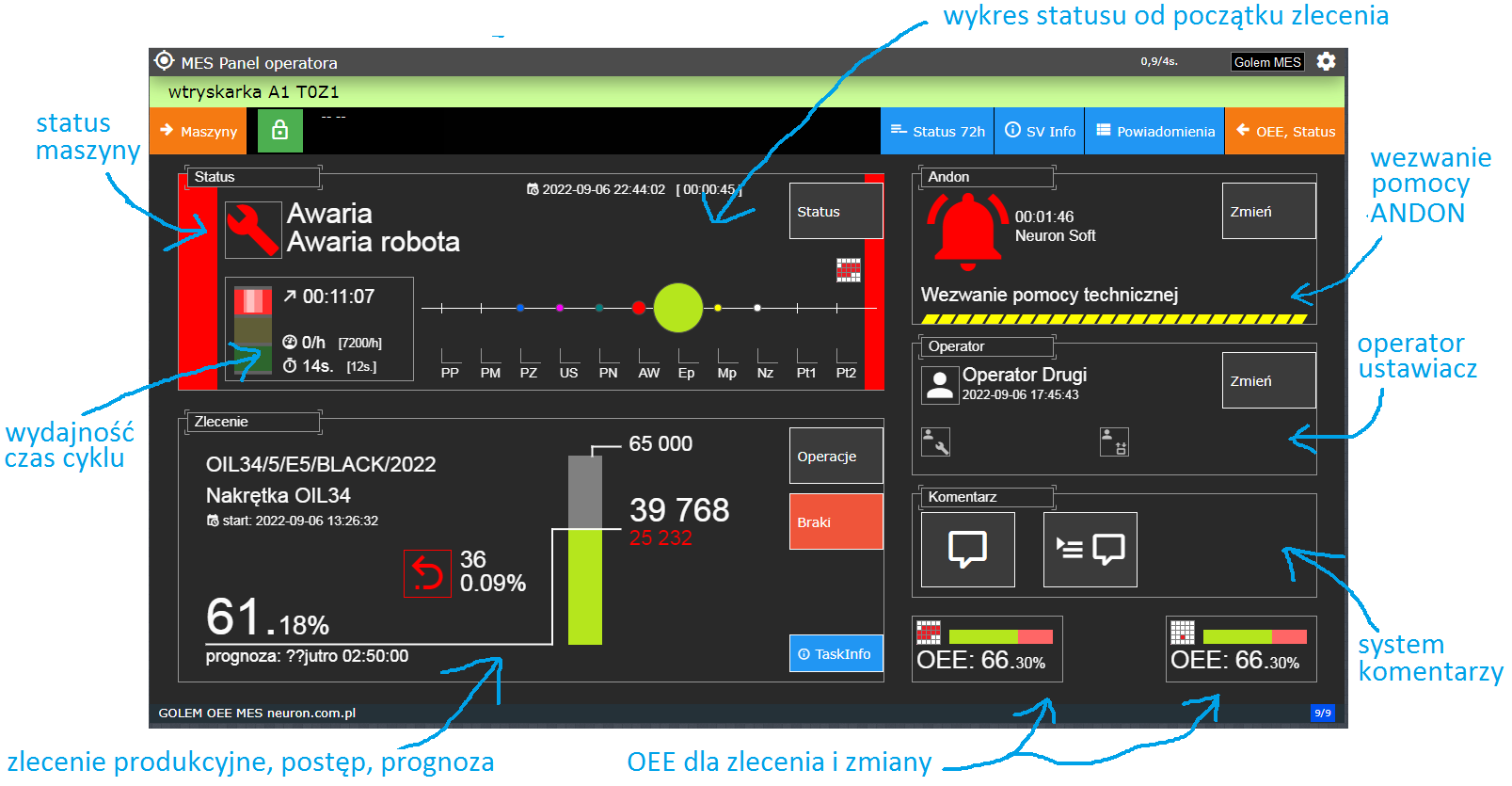
Golem OEE MES to prosty system MES rozwijany do 2005 roku który monitoruje pracę maszyn, ich postoje, wydajność, produktywność, wykonanie zleceń produkcyjnych, zaangażowanie ich operatorów.
- Prostota podłączenia DOWOLNYCH maszyn
- Niski koszt, i krótki czas wdrożenia
- Możliwość samodzielnego wdrożenia – dostępna pełna dokumentacja
- Partnerzy dla chcących wdrożenie powierzyć firmie trzeciej
- Architektura klient – serwer, wszystko jest pod Twoją kontrolą
prezentacja Golem OEE MES w pdf
podłączenie maszyn
OEE a Utrzymanie Ruchu
CMMS MAszyna SMART